Wenzhou Haideneng Environmental Protection Equipment & Technology Co., Ltd., a renowned leader in the water treatment industry, continues to set new benchmarks with its range of advanced reverse osmosis (RO) membranes and water purification solutions. With a steadfast commitment to delivering reliable and innovative water treatment systems, the company is dedicated to transforming the water around us into clean, safe, and usable water for communities across the globe.
**A Vision Rooted in Innovation and Sustainability**
Water scarcity and pollution are pressing global issues that require innovative solutions. Wenzhou Haideneng Environmental Protection Equipment & Technology Co., Ltd. has made it its mission to address these challenges head-on through cutting-edge technology in water treatment. By focusing on the development and manufacturing of superior RO membranes, the company plays a pivotal role in the global effort to secure sustainable access to clean water.
The company’s vision is not just about selling equipment; it’s about creating value that impacts lives positively. Their comprehensive water treatment systems are designed to meet stringent quality standards, ensuring that water is purified effectively and efficiently for diverse applications, from industrial use to municipal water supply and residential consumption.
**Technological Excellence in RO Membranes**
At the heart of their product lineup are the advanced reverse osmosis membranes, which serve as the core technology for purifying water by removing contaminants, salts, and impurities. These membranes are celebrated for their high flux rates, superior salt rejection capacity, and long-term durability, which collectively translate into operational efficiency and cost savings for users.
The manufacturer employs state-of-the-art materials and stringent quality control processes in producing their RO membranes. This commitment ensures consistency in performance and reliability under various operating conditions. The membranes exhibit resilience against fouling and scaling, common operational challenges in water treatment systems, thereby reducing downtime and maintenance costs.
**Comprehensive Water Treatment Solutions**
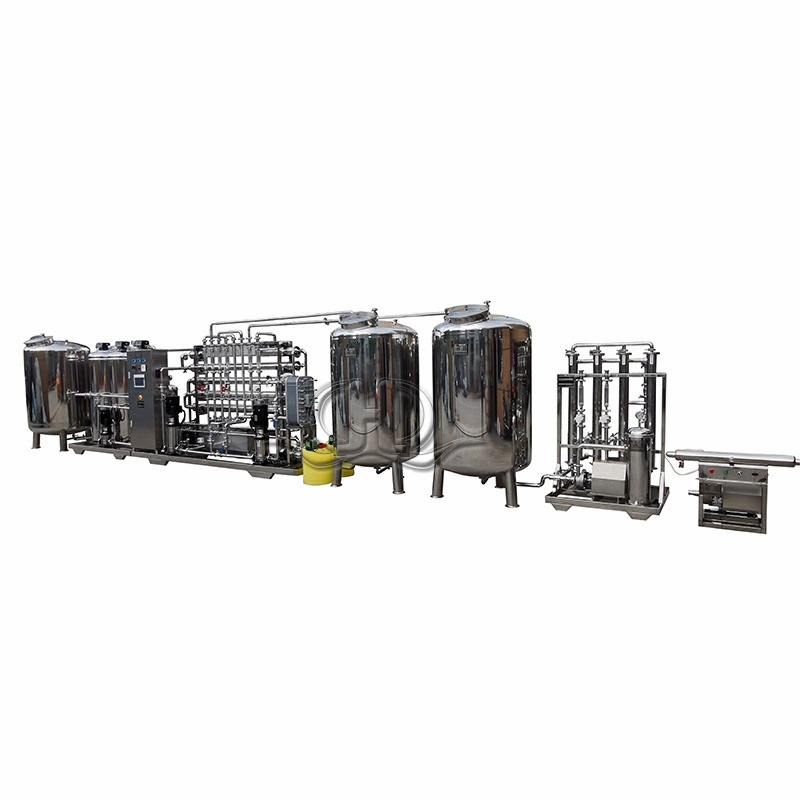
Beyond providing high-performance RO membranes, Wenzhou Haideneng Environmental Protection Equipment & Technology Co., Ltd. delivers complete water treatment solutions tailored to customer requirements. Their expertise spans system design, installation, and after-sales support, enabling clients to optimize water treatment processes and maximize resource utilization.
The company’s portfolio includes bespoke solutions for different sectors such as pharmaceutical, food and beverage, chemical processing, and municipal water treatment plants. By integrating the latest membrane technology with auxiliary equipment like pretreatment filters, pumps, and control units, they ensure seamless operation and superior water quality outcomes.
**Global Reach and Environmental Responsibility**
Emphasizing global impact, the manufacturer exports its cutting-edge water treatment technologies worldwide. Their products have been deployed in various international projects, contributing significantly to improving water quality in regions facing water scarcity and contamination.
Environmental responsibility is a cornerstone of their corporate philosophy. The company prioritizes sustainability not only in the design and production of their membranes and systems but also in their operational practices. They actively promote water reuse and energy-efficient treatment processes, helping customers reduce their ecological footprint while enhancing water resource management.
**Driving Industry Standards through Research and Development**
To maintain its position at the forefront of water technology innovation, the company invests heavily in research and development. Their R&D teams continually explore new materials, manufacturing techniques, and process optimizations to improve membrane performance and broaden application possibilities.
Collaborations with academic institutions and research organizations help accelerate technological breakthroughs, ensuring that their water treatment systems incorporate the latest advancements. This proactive approach strengthens the company’s ability to meet evolving regulatory requirements and address emerging water quality challenges effectively.
**Customer-Centric Service and Support**
Customer satisfaction is integral to the company’s success. By offering personalized consultation, technical support, and training services, they empower clients to achieve optimal system performance and longevity. Their comprehensive after-sales service network ensures prompt response and resolution of any operational issues.
Moreover, customized maintenance packages help clients extend membrane life and maintain consistent water quality. This client-focused approach fosters long-term partnerships built on trust and mutual growth.
**Transforming Water for a Better Future**
In an era where clean water access is critical for health, economic development, and environmental sustainability, Wenzhou Haideneng Environmental Protection Equipment & Technology Co., Ltd. stands out as a beacon of innovation and reliability. Their advanced RO membranes and integrated water treatment systems offer practical solutions to complex water challenges worldwide.
By turning the water around us into the water you need around the world, the company not only supports sustainable development goals but also enhances the quality of life for countless communities. As they continue to pioneer new technologies and expand their reach, the future of water treatment looks promising, with cleaner, safer water becoming accessible for all.
---
**About Wenzhou Haideneng Environmental Protection Equipment & Technology Co., Ltd.**
Wenzhou Haideneng Environmental Protection Equipment & Technology Co., Ltd. is a leading provider of reliable and innovative water treatment systems dedicated to transforming the water around us into the water you need worldwide. With a strong emphasis on quality, sustainability, and customer satisfaction, the company offers advanced RO membranes and comprehensive water solutions that support various industries and communities globally.